手机:袁经理18617012965
陈 总13502854593
传真:0755-84818129
邮箱:836526063@qq.com
网址:www.kingsoonn.com
地址:惠州市惠阳区新圩镇新圩大道
930号(厂房)一楼

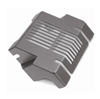
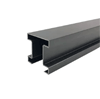
V型刨槽是一种常见的刨削工艺,它用于在金属或其他材料表面刻出V形的深槽,从而形成一定的几何形状,经过刨槽的不锈钢件使得折弯更加精确,且呈现出来的折弯角更加锐利,使其更加高级美观。V型刨槽是一种高效、精确的切削加工方法,在现代装饰业、制造业中得到了广泛的应用。本文将对V型刨槽的原理、工艺、设备以及应用进行详细的介绍。
一、V型刨槽的原理
V型刨槽的原理基于刨削工艺中的原理。刨削是通过将被加工物置于工件架上,在工件轴的旋转下,以锋利的刀片将其切削。V型刨槽是在刨削的基础上,在被加工的材料表面切削出一定的几何形状,形成V形深槽的切削加工。
V型刨槽的原理主要有以下几个方面:切削角度、切削速度、进给速度以及切削力。
1.切削角度
切削角度是V型刨槽中的重要参数之一。V型刨槽的切削角度通常为60度,因为这样可以在被加工材料表面形成较为完整的V形凹槽。切削角度的大小将直接影响切削效果的质量。若切削角度较小,切削速度就会加快,但容易出现切屑搓丝现象。若切削角度较大,切削速度就会减慢,但容易出现压痕和破裂现象。因此,在进行V型刨槽加工时,需要根据实际情况选择合适的切削角度。
2.切削速度
切削速度是V型刨槽的另一重要参数。切削速度与被加工材料的性质、刀具材料、切削液和切削深度等因素都有关系。切削速度过快或过慢都会影响加工质量。若切削速度过快,会导致切屑不连续、容易出现毛刺和质量不稳定等问题;若切削速度过慢,会影响生产效率。在进行V型刨槽加工时,需要对不同的材料和工件选取合适的切削速度。
3.进给速度
进给速度是指刀具的切屑区面积在一定时间内被切削掉的长度。进给速度过高或过低,都会影响加工效果。进给速度过快,会影响加工表面的光滑度和精度,进而影响加工质量;进给速度过慢,会降低加工效率。因此,在进行V型刨槽加工时,也需要根据实际情况选取合适的进给速度。
4.切削力
切削力是V型刨槽加工过程中刀具切削材料时所受到的力量。切削力又可分为主切削力、支撑力和辅助力。由于V型刨槽加工是一种高效、高速、高温切削加工过程,因此切削力较大,需要选用高质量的刀具以及增加润滑冷却条件,以确保加工质量。
电话:186 1701 2965
手机:186-1701-2965 135-0285-4593
邮箱:836526063@qq.com
地址:惠州市惠阳区新坪镇新坪大道930 号(厂房)一楼